




WALSON
Maschinen + Werkzeuge
Haydnweg 11
8150 Laichingen
Tel.: +49(0)7333 -954720
Fax: +49(0)7333 - 954721
Mail info@walson.de
www.walson.de
 Angebote
Unternehmen
Zurück
weiter
Angebote
Unternehmen
Zurück
weiter
Einkorn - Abrichtdiamanten
Mehrweg
Die Auswahl der Diamanten für die Einkornabrichter erfolgt nach ihrer Qualität und und Größe.
Die geforderten Oberflächengüten entscheiden mit, welche Qualitätstufen von Diamnten einsetzt werden.
Wir bieten drei Qualitätstufen (ECO , Standard ; und Super ) für alle Diamantgrössen an, d.h. Von 0,25 bis 5,0 Karat.
Empfehlung für Einkornabrichtdiamanten:
- Abrichter muss fest eingespannt sein, damit keine Vibrationen entsehen
- Bereit vor dem Abrichten sollte die Diamantspitze permanent gekühlt werden, damit keine Spannungrisse durch Überhitzung entstehen.
- Der Diamanthalter sollte unter einem Winkel von 5 bis 15 °Grad zur Drehrichtung der Scheibe geneigt sein.
- Die maximalle Zustellung pro Abrichthub sollte 0,03 bzw. 0,005 bis 0,01 mm beim Feinschleifen nicht überschreiten.
- Das Abrichten erfolgt bei normaler Scheibengeschwindigkiet.
- Die Vorschubgeschwindigkeit ist abhängig von der Korngröße und der gewünschten Oberfächengüte
Wir empfehlen folgende Vorschubraten pro Umdrehung der Schleischeibe
|
Körnung der Scheibe |
Vorschub in mm/Umdr |
|
30 - 46 |
0,60 - 0,30 |
|
40 - 120 |
0,30 - 0,10 |
|
180 - 320 |
0,10 - 0,02 |
|
Qualitäts-Bezeichnung |
Spitzen |
Form und Farbe |
Eignung |
|
Super |
5 Spitzen |
Kristallform=Oktaeder Farbe vorwiegend gelb - weiss Scharfkantiger Stein |
Für feine, hochprätie Schleifarbeiten |
|
Standard |
3 Sptizen |
Kristallform=Oktaeder Farbe vorwiegend grau - weiss Vorwiegend scharfkantiger Stein |
Standard-Anwendungen |
|
ECO |
1 Spitze |
Kristallform=gemischt Farbe gemischt, diverse Einschlüsse Unregelmässige Steinform |
Für Abrichtarbeiten mit geringen Anforderungen |
Diamant - Qualitäten
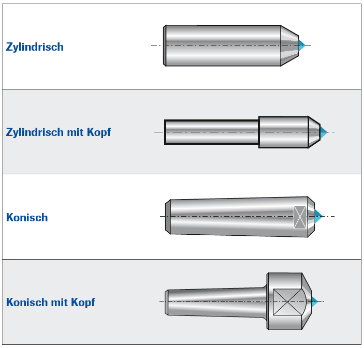
Halterformen
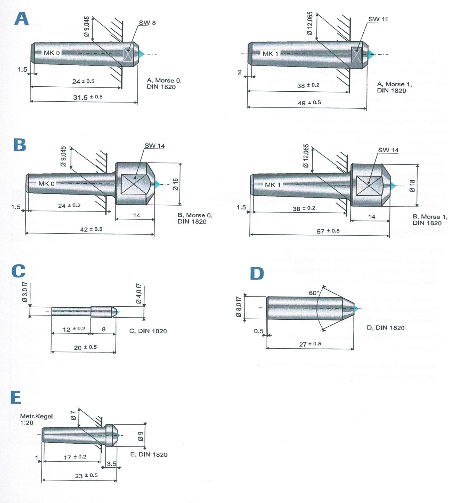
Diamant-Halter nach DIN 1820
Bestimmung der Diamantgröße
|
Schleifscheiben- Durchmesser |
Diamantgewicht in Karat |
|
- 80 |
1/5 = 0,15 - 0,24 |
|
- 150 |
1/3 = 0,25 - 0,44 |
|
- 200 |
1/2 = 0,45 - 0,62 |
|
- 300 |
3/4 = 0,63 - 0,87 |
|
- 350 |
1 = 0,88 - 1,24 |
|
- 400 |
1 1/2 = 1,25 - 1,74 |
|
- 500 |
2 = 1,75 - 2,49 |
|
über 500 |
3 = 2,50 - 5,00 |
Hinweis:
Damit eine gute Wärmeableitung gewährleisten ist auf den minimalen Kopfdurchmesser am Abrichtwerkzeug zu achten